闸门及启闭机制造工艺流程及质量控制论文
2020-09-22 22:57:18 61
摘要:闸门是水闸工程中的重要组成部分,主要控制水位和调节流量。闸门的质量直接影响水利工程的正常运行。因此,为了保证闸门和葫芦的安装质量,重要的是要了解闸门和葫芦的安装过程和质量控制方法。文章详细阐述了闸门和葫芦的制造过程以及质量控制方法。
关键词:大门和大门;安装质量;工艺流程;质量控制
它是与国民经济和民生有关的基础设施。因此,近年来,国家大力建设水利工程,规模和数量不断扩大。闸门和闸门是水利工程的重要组成部分。闸门和闸门与水工建筑物的有效运行有关。除普通起重机的功能外,它们还必须易于操作,安全可靠。这就要求对闸门的生产技术和质量安装水平有较高的要求。如果生产过程或安装质量不合格,则闸门可能无法正常打开和关闭,这将严重影响水利工程下游人员的生命和财产安全。因此,有必要加强闸门和葫芦的生产过程生产和安装质量控制,以确保闸门和葫芦的安装质量。
1浇口制造过程和质量控制
1.1浇口制造过程
浇口制造过程如下:安装前的准备工作-―门扇组装以及在位置浇口测试中焊接起重铰链浇口。
1.2浇口安装的质量控制
(1)安装前的准备工作。为了确保闸门安装的质量,在安装前必须进行适当的准备。在安装之前,请根据水利工程的设计图纸,做好安装水闸嵌入式部件的工作。安装完成后,检查预埋件,检查预埋件的安装位置是否符合设计标准。必须及时清除施工现场的障碍物,以免影响安装进度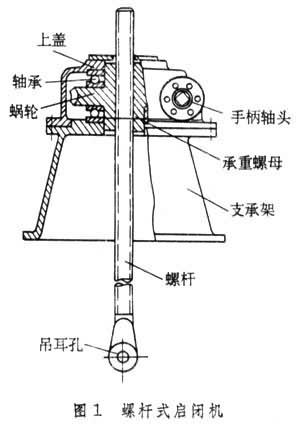 。同时,安装单位还应当做好对闸门生产的监督,对闸门生产的重要过程进行监督管理,确保闸门安装质量。
。同时,安装单位还应当做好对闸门生产的监督,对闸门生产的重要过程进行监督管理,确保闸门安装质量。
(2)门扇组件焊接。在安装闸门之前,请检查闸门的质量是否符合水利工程的设计要求。在将门扇运输到安装地点后,首先遵循底部门扇的底部水封,然后将临时吊耳焊接到底部门扇上,将底部门扇悬挂在相应的门缝中,并调节门框的垂直度。调平并固定门扇。根据上述方法将门扇的第二,第三和第四部分组装并整体定位,然后焊接门扇的每个部分。闸门质量检查要求专业检查人员进行检查,检查人员必须具有国家有关部门颁发的专业资格证书。所有焊接材料必须具有相应的产品质量检验书和使用说明书籍,焊接只能在通过检查后才能进行。对所有焊接零件的焊缝进行弯曲检查和无损检测,以确保所有焊缝均符合“水利水电工程钢制闸门的准备,安装和验收规范”中的相关标准。由于门扇焊接过程中焊接应力的相对集中,应力集中区域在正式使用过程中容易损坏。因此,在施工过程中,应根据要求消除焊接应力,以确保安装质量要求。将大坝修建到大坝顶部后,用起重机将门扇整体吊在孔口上方,然后检查每个组件是否满足安装要求,每组的滑块是否在同一水平线上,并且门中心的跨度相等。叶子落入门缝
。
(3)吊装。在提升机提升之前,提升机将提升机提升,然后将嵌入式螺栓对齐。四个螺栓没有拧紧。调整提升机底座和底盘之间的距离,然后在校正提升机位置后拧紧螺栓。
(4)门被提升到位。吊起门时,首先将门扇的下半部分放到门槽中,然后将拉链葫芦固定到门扇的下半部分。在安装臂之前将门扇悬挂,在固定门扇之后将门臂放下。将铰链轴连接到门凹槽,用螺栓连接铰链轴和门扇,然后安装左右支撑臂。安装后,检查门的门,铰链和臂是否满足设计和施工要求。确认质量合格后,即可进行门扇下半部分和支撑臂的焊接工作。门扇上方的临时提升点将悬挂上半部分,并将其调整为与下半部分对接。然后使用水后侧的临时提升点调节门扇的上半部分,直到门扇的上半部分和下半部分完全匹配后,再用分段的临时螺栓将其固定。确定尺寸令人满意后,将上下半扇窗扇叶片焊接起来。门扇焊接完成后,去除临时焊件,并清理门扇表面的焊渣,焊接点和其他杂物,以确保门扇焊接的质量。
(5)门测试。为了确保闸门安装的质量,必须在闸门正式投入使用之前对其进行测试。试验前,检查自动吊梁,吊架动作是否灵活,是否易于操作。闸门的测试内容包括静态平衡测试,无水情况下的全行程打开和关闭测试,静水状态下的全行程打开和关闭测试,动态水打开和关闭测试以及通用性测试。只有通过测试后,门才能正式投入使用。如果在测试过程中出现问题,应及时发现问题原因并加以改进。改进后,将再次进行测试,通过测试后即可投入使用。
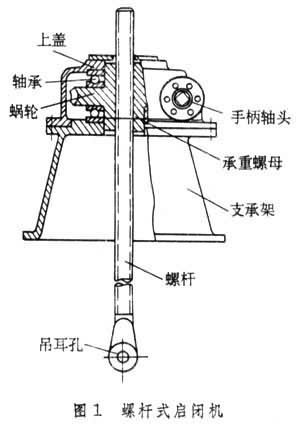
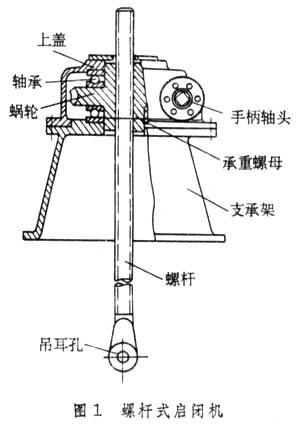
2提升机制造工艺流程和质量控制措施
2.1提升机制造工艺流程
提升机安装质量工艺流程以下是安装提升机的准备工作–安装机油泵组件–安装气缸组件–安装液压管路–连接提升系统–连接提升系统并进行调试。
2.2提升机的质量控制
(1)提升机准备安装。为了确保葫芦的顺利安装,必须在安装之前进行相应的准备工作。首先,检查提升机的质量,看其是否符合设计和施工要求。提升机各部分的部件是否变形或损坏。如果组件存在质量问题,应立即更换。其次,应及时对压力表和继电器进行校正,并清洁压力表和继电器的安装,以免影响安装质量。第三,检查起重机的相关配件。设备是否符合安装要求,以免影响正常的安装工作;第四,抓紧葫芦安装安全措施。由于吊装机的安装存在一定的危险,因此必须采取相应的安全措施。起重机的每个旋转元件的保护罩都不能随意取下,以确保电气设备的金属电流具有良好的接地和绝缘性能。起重机在正式启动之前无法供电。在安装和测试过程中,没有其他非测试人员不能进入现场,以免发生意外安全事故
。
(2)安装机油泵总成。首先,在安装机油泵总成之前,有必要检查机油泵总成的交付证书和相关的数量清单,然后再与现场材料核对以确认数量是否符合要求。其次,要做好油口和油箱的清洁工作。专用清洁油用于清洁。清洁时采取过滤措施,过滤精度大于10um。为了确保油泵满足打开和关闭系统的运行要求,必须反复冲洗油泵。冲洗时间超过2小时,并且2小时后将燃油箱中的清洁油排出。最后,对油泵进行压力测试,测试压力为31.5MPa。
(3)安装气缸总成。在安装之前,必须检查油缸,以确保油缸符合安装要求。首先,检查油缸的出厂证明和装箱单是否与实际产品一致。检查气缸,阀体,吊架,活塞杆和其他重要部件的螺纹,以确保螺纹表面光滑且无裂纹,折断和凹陷。其次,检查气缸是否清洁。如果气缸中有灰尘或碎屑,请及时清洁。 ,确保气缸内部的清洁;最后,检查机架上的每个组件是否变形,破裂和不均匀。仅当油缸满足安装要求时才能执行安装。在安装过程中,使用40t平板车和高120m的高架门机来举起油缸。将其吊升到预定位置后,请及时调整油缸的位置,以确保油缸的提升位置符合设计标准。吊装油缸后,应采取保护油缸的措施,以免影响油缸的使用寿命。
(4)安装液压管。在安装液压管道之前,必须根据葫芦的设计要求对管道进行切割和弯曲,并且必须处理管道的切口和毛刺。管道内部必须整洁,无裂纹和凹陷,以免引起管道泄漏。外部椭圆的相对误差小于8%,切管平面的误差和管轴线的垂直度小于管外径的1/1000,并且管中心与弯曲之间的偏差长度比例小于1.5mm / m。管道处理完成后,根据设计图纸作相应的标记,便于后期根据标记进行安装,提高了安装质量和安装进度。管道加工制造后,必须对管道进行质量检查,并且管道的内外表面不得变形或破裂。所有大型管道均安装在施工现场。安装完成后,进行压力测试,测试压力为5MPa。为了确保管道安装的质量,在连接管道时,不能强行加热或对准。在同一平面上,距离与管道排放高度之间的偏差小于5mm,回路管道配件的安装高度偏差小于10mm。管道安装后,将管道焊接。焊接是管道安装的关键部分。管道焊接必须满足一定的要求:焊接之前,要做好沟槽和内外壁2厘米以内清洁的工作,并清除管口上的毛刺,油污和杂质。法兰和对接焊缝控制在第一高度,对接接头内壁的偏移量小于0.8mm。对于冬季施工,必须在焊接前进行相应的预热,以防止突然的加热导致管道变形。预热时间应控制在3-5分钟内。管道焊接后,必须及时清理管道焊接面上的炉渣和飞溅物,并做相应的焊接记号,以确保安装进度。
(5)闸板的防腐处理。闸门在黑暗,潮湿,高速流动的水以及潮湿和干燥的环境中工作了很长时间,闸门本身的结构存在一定缺陷。水很容易渗入闸门的内部结构并加快闸门的腐蚀速度。浇口的防腐处理方法一般是在表面喷涂防腐材料。常用的防腐处理方法是金属热喷涂处理。具体方法如下:将金属材料熔化,半熔化或软化,并以一定速度喷涂在钢表面上形成涂层。地板。通常,选择锌丝作为金属材料的喷涂处理的金属热喷涂方法。锌是一种银白色金属,电极电势相对较低,密度为7.14g / cm,金属的熔点为415.5°C,锌丝在大气或中性水溶液中。介质,表面容易被氧化形成致密的保护膜,因此耐腐蚀性更好。
(6)连接打开和关闭系统并进行调试。安装油泵,油缸和液压管路后,根据关闭机的设计图将各个零件连接起来,形成打开和关闭系统,然后对该系统进行调试。调试内容如下:管道和提升系统的压力测试,提升机的空载运行测试,无水条件下的快开闸门和慢速关闭闸门的提升测试,水条件测试下的快速关闭和开启闸门的提升。只有在对打开和关闭系统进行正常调试后才能将其投入运行。如果出现问题,则需要立即纠正。
3结束语
由于门和葫芦的操作环境相对恶劣,因此在操作过程中很容易受到自然因素及其自身的影响。结构,很容易引起安全故障。它严重威胁到水利工程的正常运行。因此,必须加强闸门和葫芦的生产工艺和安装质量通过控制,确保闸门和葫芦的安装质量,从而促进中国水利事业的健康发展。
参考:
 程颖。闸门和提升机的安装过程及质量控制方法[J]。黑龙江水利,2012(11):95-96。
程颖。闸门和提升机的安装过程及质量控制方法[J]。黑龙江水利,2012(11):95-96。
刘烨,李斌,王培。盘口水电站溢洪洞弧形闸门的安装方法[J]。中国水利水电,2011(7):61-64 + 68。
蔡如明。马里费鲁水电站第一口取水金属结构安装分析[J]。广东科技,2013(20):126-128。
蓝蓉。三峡水轮发电机组进口快速闸门液压闸门提升机安装过程流程及质量控制方法[J]。中国电力教育,2006(S1):295-296。
郭健。水库闸门液压闸门葫芦的管理[J]。建筑科学与技术,2017(22):150-151。









